 +86-15371769898
+86-15371769898 [email protected]
[email protected]
+86-15371769898[email protected] A modern gyártás kifinomult világában a ipari gumi görgő nélkülözhetetlen alkatrész, amely tapintható interfészként szolgál a gép és a termék között. Legyen szó nagy sebességű ofszetnyomtatásról, precíziós filmlaminálásról vagy nagy teherbírású acél hideghengerlésről, ezek a precíziós tervezésű hengerek felelősek az egyenletes nyomáskifejtésért, a folyadékok egyenletes továbbításáért és a törékeny hordozók finom kezeléséért. Ahogy haladunk 2026-ban, a nagyobb gyártási sebesség és a szigorúbb tűréshatárok iránti kereslet az áruvásárlástól a kritikus műszaki specifikációig emelte a gumihenger-gyártást. A „megfelelő” henger kiválasztása a polimerkémia, a gépészet és a felülettudomány összetett kölcsönhatását foglalja magában. A nem megfelelő elasztomer vagy a nem megfelelő durométer katasztrofális „leálláshoz”, felületi hibákhoz és túlzott anyagpazarláshoz vezethet.
Az ipari hengerek teljesítményét és élettartamát elsősorban elasztomer burkolatának kémiai és fizikai tulajdonságai határozzák meg. Az ipari szektorban a „gumi” egy tág fogalom, amely magában foglalja a szintetikus polimerek széles skáláját, amelyek mindegyikét úgy tervezték, hogy túléljen bizonyos környezeti stresszhatásokat. A megfelelő vegyület kiválasztásához az egész folyamatot át kell vizsgálni – a műszak végén használt tisztító oldószerektől a nagy sebességű futás során elért csúcshőmérsékletig.
A henger kémiai alapja határozza meg a „duzzadással”, „megrepedéssel” és „kopással” szembeni ellenállását.
A kémiai összetételen túl a gumi „keménysége” a Shore A Scale , döntő tényező a folyamat minőségében.
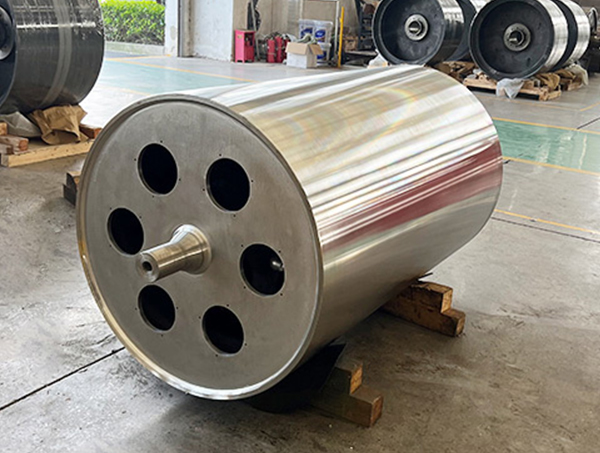
A gumihenger szerkezeti integritása éppúgy függ a belső fémmagtól és a kötési technológiától, mint a gumiburkolatától. Ahhoz, hogy egy henger „működési kiválóságot” érjen el, tökéletesen koncentrikusnak és dinamikusan kiegyensúlyozottnak kell lennie. Bármilyen vibráció vagy „kifutás” magas fordulatszámon elkerülhetetlenül „repedezésnyomokat” eredményez a terméken és idő előtti csapágyhibát a gépben. 2026-ban a professzionális gyártók fejlett CNC-csiszolást és ultrahangos tesztelést alkalmaznak annak biztosítására, hogy a henger tökéletes henger legyen tányérról csapra.
A gyártási folyamat azzal kezdődik, Fém mag , jellemzően nehéz falú acélcsőből, rozsdamentes acélból (élelmiszeri és gyógyászati használatra) vagy könnyű alumíniumból készül.
Az ipari hengerek beruházási megtérülésének (ROI) maximalizálásához elengedhetetlen a proaktív karbantartási kultúra. Idővel minden gumihenger „üvegezést” tapasztal – egy olyan folyamatot, amelyben a hő és a vegyszerek hatására a felület sima, kemény és nem nedvszívó lesz.
Ez a táblázat technikai referenciaként szolgál a mérnökök számára, hogy a folyamatkörnyezetüket a megfelelő elasztomer- és keménységiprofilhoz igazítsák.
| Ipari folyamat | Kulcsstressz | Ajánlott elasztomer | Keménység (Shore A) |
|---|---|---|---|
| Ofszetnyomtatás | Olaj alapú tinták | Nitril (NBR) | 25-45 |
| Film laminálás | Nagy hőség | Szilikon | 50-70 |
| Fémfeldolgozás | Magas kopás | poliuretán (PU) | 80-95 |
| Textilfestés | Víz és vegyszerek | EPDM | 40-60 |
| Élelmiszer Csomagolás | Higiénia / FDA | Fehér szilikon | 40-60 |
| Ragasztó bevonat | Ragadósság / Ragasztó | Tapadásmentes szilikon | 30-50 |
A duzzanat legnyilvánvalóbb jele a henger átmérőjének megváltozása vagy a gumi felületének „lágyulása”. Ha a henger fizikailag nagyobb, mint az eredeti specifikációja, vagy ha a felülete „gumi”-nak tűnik, az valószínűleg negatívan reagál a folyamatban lévő vegyi anyagokra vagy oldószerekre.
A dinamikus kiegyensúlyozás az a folyamat, amely biztosítja, hogy a görgő súlya egyenletesen oszlik el a forgásközéppontja körül. Enélkül a nagy sebességgel forgó görgő „centrifugális erőt” hoz létre, amely vibrációt okoz, ami rossz nyomtatási minőséghez és a gép mechanikai károsodásához vezet.
A kis felületi bevágások néha „kicsiszolódhatnak” az újracsiszolási folyamat során. Ha azonban a vágás eléri a fémmagot, a hengert „vissza kell állítani”, mivel egy lokalizált folt szinte mindig „Jelt” hoz létre az aljzaton a gyártás során.



Különböző formájú tekercsek fejlesztésével és gyártásával foglalkozik, különböző tekercsszerkezetekkel.
Telefon: +86-15371769898
E-mail: [email protected]
Hozzáadás: 9 Lifa Avenue, Chengdong Town, Haian megye, Nantong City, Jiangsu tartomány, Kína
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Minden jog fenntartva.






