 +86-15371769898
+86-15371769898 [email protected]
[email protected]
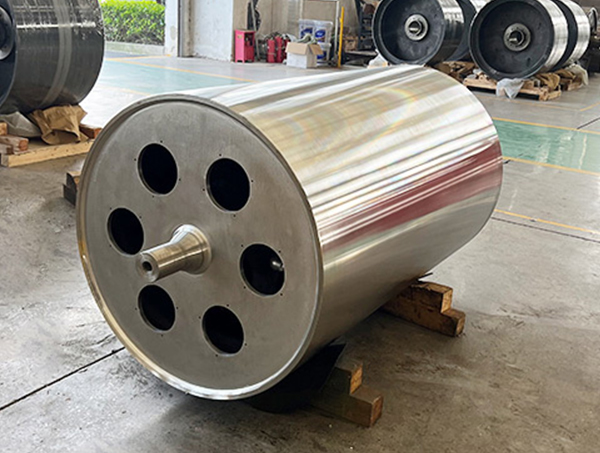
+86-15371769898[email protected]A kemény ötvözet bevonatú henger egy ipari henger, amelynek alapszubsztrátuma – jellemzően acél – kopásálló ötvözetréteggel, például volfrám-karbiddal, króm-karbiddal vagy kobaltalapú ötvözetekkel boríhogytt, és olyan eljárásokkal alkalmazzák, mint a termikus szórással vagy hegesztéssel. Ez a bevonat drámaian megnöveli a henger felületi keménységét, gyakran eléri 60-70 HRC vagy magasabb , szemben a kezeletlen acél nagyjából 20-30 HRC-vel.
Röviden: a keményötvözet bevonatú henger meghosszabbítja az élettartamot, csökkenti a kopásból és a korrózióból eredő állásidőt, és megőrzi a méretpontosságot igényes ipari alkalmazásokban, például fémfeldolgozásban, nyomtatásban és anyagmozgatásban – gyakran tartós 3-5-ször hosszabb mint a bevonat nélküli hengerek.
A bevonat vastagsága az alkalmazási módtól és a tervezett felhasználástól függően változik, jellemzően a 0,1-0,5 mm szórt bevonatoknál to 2-6 mm hegesztett fedőbevonatoknál nagy teherbírású ipari hengereken.
| Bevonóanyag | kb. Keménység | Kulcselőny |
|---|---|---|
| Volfrámkarbid (WC-Co) | 68-72 HRC | Kivételes kopásállóság |
| Króm-karbid | 60-65 HRC | Jó kopás- és hőállóság |
| Kobalt alapú ötvözet (sztellit) | 45-55 HRC | Magas korrózió- és oxidációállóság |
| Nikkel alapú ötvözet | 40-50 HRC | Erős kémiai korrózióállóság |
A szabványos acélhenger puha, kopásra hajlamos felületének edzett ötvözetrétegre cserélésével az alkatrészek lényegesen kisebb felületi eróziót tapasztalnak súrlódás, koptató anyagok vagy ismételt mechanikai terhelés hatására – közvetlenül csökkentve a csere gyakoriságát és a kapcsolódó leállási költségeket.
A precíziós alkalmazásokban, például nyomtatásban vagy filmfeldolgozásban használt hengereknek nagyon szűk tűréseket kell tartaniuk. A keményötvözet bevonat ellenáll a deformációnak és a felületi kopásnak, így segít a hengernek megőrizni eredeti átmérőjét és felületi minőségét. több ezer üzemóra .
Számos keményötvözet-bevonat, különösen a kobalt- és nikkelalapú készítmények, szintén erős ellenállást biztosítanak az oxidációval és a kémiai támadással szemben, így a bevont hengerek alkalmasak magas hőmérsékletű feldolgozósorokhoz és korrozív környezetekhez, például vegyi üzemekhez vagy tengerparti létesítményekhez.
A megfelelő keményötvözet bevonat kiválasztása elsősorban a folyamatban uralkodó meghibásodási módtól függ – kopás, korrózió, hő vagy ütés. A tiszta kopásállóság érdekében általában a volfrámkarbid bevonatok nyújtják a legjobb teljesítményt. A hőt és a korróziót kombináló környezetekben gyakran előnyben részesítik a kobalt vagy nikkel alapú ötvözetek használatát. A bevonat vastagságát és felhordási módját is hozzá kell igazítani a henger tűrési követelményeihez, mivel a vastagabb fedőbevonatok további megmunkálást igényelhetnek a végső méretek eléréséhez.
Ha helyesen van megadva, kemény ötvözet bevonatú hengers can reduce maintenance costs and unplanned downtime substantially a bevonat nélküli alternatívákhoz képest, így költséghatékony befektetést jelentenek a kopásálló ipari környezetekben.



Különböző formájú tekercsek fejlesztésével és gyártásával foglalkozik, különböző tekercsszerkezetekkel.
Telefon: +86-15371769898
E-mail: [email protected]
Hozzáadás: 9 Lifa Avenue, Chengdong Town, Haian megye, Nantong City, Jiangsu tartomány, Kína
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Minden jog fenntartva.





