 +86-15371769898
+86-15371769898 [email protected]
[email protected]
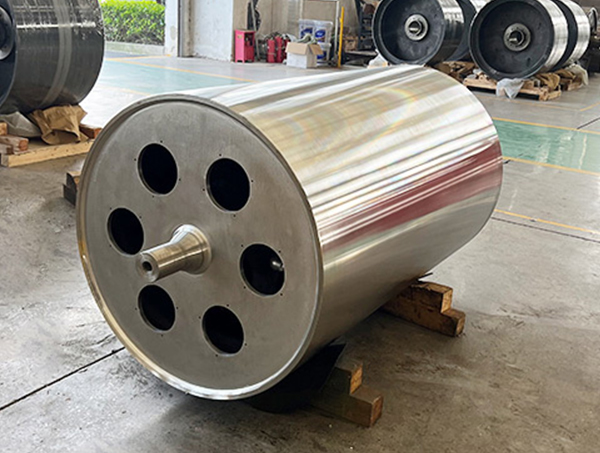
+86-15371769898[email protected]A modern acélgyártás folyamatos oltósoraiban a Vízhűtő henger fizikai gerincként szolgál, vörösen izzó acéllemezeket vagy profilokat szállítva. Munkakörnyezete az ipari világ legfárasztóbbjai közé tartozik. A görgőtestnek nemcsak több tonnás mechanikai terhelést kell elviselnie, hanem dinamikus egyensúlyt is fenn kell tartania az extrém felületi hőmérsékletek (900°C felett) és a nagynyomású belső vízhűtés között.
Ez az extrém hőmérsékleti gradiens szinte lehetetlen követelményeket támaszt az anyag fizikai és kémiai tulajdonságaival szemben. A helytelen anyagválasztás idő előtti „tűzrepedéshez” vezet a görgő felületén, és a görgőtest meghajlását vagy deformálódását okozhatja. Ez viszont közvetlenül befolyásolja az acél végtermék síkságát és teljesítménymutatóit. Ezért az anyagkiválasztás mögött meghúzódó metallurgiai logika megértése a hosszú távú, stabil gyártósor működésének alapja.
A kioltási folyamat lényege a gyors hűtés, és a Vízhűtő henger ennek a folyamatnak az elsődleges eszköze. Amikor vörösen izzó acél halad át a görgőn, az érintkezési felület azonnal felmelegszik; ahogy a henger forog, ugyanaz a terület gyorsan lehűl permetezett vízzel vagy belső keringtetéssel. Ez a könyörtelen hőciklus a vezető oka a hengerek meghibásodásának.
A termikus kifáradás finom repedések hálózatában nyilvánul meg a görgő felületén, amelyet az iparban „tűzrepedésnek” neveznek. Ez a jelenség az anyag felületi rétegének egyenetlen tágulásából és összehúzódásából ered drasztikus hőmérsékleti különbségek hatására. Amikor ezek a ciklikus feszültségek meghaladják az anyag rugalmassági határát, mikroszkopikus repedések keletkeznek és befelé terjednek.
Ahhoz, hogy megfeleljen ennek a kihívásnak, nagy teljesítményű Vízhűtő hengers jellemzően magas krómtartalmú öntöttvasat vagy speciális nikkel alapú ötvözeteket használnak. Hozzáadásával Króm (Cr) és Nikkel (Ni) a mátrixhoz képest jelentősen javul az anyag oxidációs ellenállása és hősokkállósága. A kiváló ötvözetválasztás biztosítja, hogy a henger alacsony hőtágulási együtthatót tartson fenn a gyakori fűtési és hűtési ciklusok során, ezáltal lelassítja a repedésképződést és meghosszabbítja a karbantartási intervallumokat.
Nagy terhelésű, magas hőmérsékletű környezetben a fémes anyagok lassú, de visszafordíthatatlan képlékeny deformáción mennek keresztül, ún. Kúszás . A rendkívül nagy beállítást és koncentrikusságot igénylő oltóhengereknél ez a deformáció végzetes.
Egy képzett Vízhűtő henger kiváló „vörös keménységgel” kell rendelkeznie – képes megőrizni a megfelelő szilárdságot még vörösen izzó állapotban is. Ha az anyag folyáshatára meredeken csökken a hőmérséklet emelkedésével, a henger nagy terhelés hatására „kúszáskihajlás”-on megy keresztül, ami szállítás közben vibrációhoz vezet. Ez nemcsak magát a hengert károsítja, hanem bemélyedéseket vagy egyenetlen hűtést is okoz az acéllemez felületén.
A kohászati készítményekben a hozzáadás Molibdén (Mo) hatékonyan növeli az acél átkristályosodási hőmérsékletét, növelve annak kúszási ellenállását. Vanádium (V) finomítja a szemcseszerkezetet és javítja az anyag általános szívósságát. Ez a speciális kémiai kialakítás lehetővé teszi, hogy az ipari minőségű hűtőhengerek megőrizzék tökéletes geometriai alakjukat még szélsőséges nyomás alatt is, így egyenletes minőséget biztosítanak a későbbi termékekben.
Az oltókörnyezet gyakran telített magas hőmérsékletű gőzzel és különféle kémiai adalékanyagokkal, ami a korrózióval és oxidációval szemben ellenállóvá teszi. Vízhűtő henger ugyanolyan kritikus, mint a termikus szilárdsága.
Magas hőmérsékleten a fémfelületek könnyen reagálnak oxigénnel, és vízkő keletkezik. Ha a henger anyagának oxidációval szembeni ellenállása gyenge, a keletkező vízkő leválik, és a forró acéllemezhez tapadhat, ami gödröket vagy karcolásokat okozhat. A magas krómtartalmú ötvözetek sűrű, védő passzivációs réteget képeznek a görgő felületén, hatékonyan blokkolva a további oxigén behatolást, és biztosítják, hogy az acéllemez felülete olyan sima maradjon, mint egy tükör.
A modern hűtőhengerek gyakran belső spirális hűtőcsatorna kialakítással rendelkeznek az egyenletes hőelvonás érdekében. A keringő hűtővíz azonban tartalmazhat ionokat, amelyek idővel belső pontkorrózióhoz vezethetnek. A kiváló lyukállósággal rendelkező anyagok kiválasztása (például 310S rozsdamentes acél vagy speciális centrifugális öntvényötvözetek) megakadályozza, hogy a hűtővíz áthatoljon a falon és bejusson a gyártósorba, így elkerülhető a szivárgás okozta nem tervezett leállás.
A beszerzési menedzserek és a műszaki személyzet anyagértékelésének segítése érdekében az alábbi táblázat összehasonlítja a felhasznált főbb anyagok jellemzőit Vízhűtő hengers :
| Anyagminőség | Termikus fáradtságállóság | Kúszás Resistance | Oxidáció/korrózióállóság | Tipikus alkalmazás |
|---|---|---|---|---|
| Magas Cr-öntvény | Mérsékelt | Kiváló | Kiváló | Nehéz lemezes meleghengerlés |
| 310S rozsdamentes acél | Kiváló | Mérsékelt | Kiváló | Általános hőkezelés |
| Centrifugális öntött ötvözet | Kiváló | Kiváló | Kiváló | Nagy sebességű, nagy pontosságú vonalak |
| 40 Cr ötvözött acél | Mérsékelt | Mérsékelt | Mérsékelt | Alacsony hőmérsékletű zóna szállítás |
| Nikkel/kobalt ötvözetek | Kivételes | Kivételes | Kivételes | Repülőgép/Speciális acél |
Az alapanyag kiválasztásán túl a felületkezelési technológia kulcsfontosságú tényező a beruházás megtérülésének (ROI) növelésében. Vízhűtő hengers .
Használata Nagy sebességű oxigén-üzemanyag (HVOF) permetezési technológiával vékony, de rendkívül kemény volfrámkarbid vagy krómötvözet réteg vihető fel a henger felületére. Ez a „páncél” nemcsak többszörösére növeli a kopásállóságot, hanem megakadályozza a „fémfelszedést” is. Érzékeny acélminőségek feldolgozásakor ez a technológia jelentősen csökkenti a fémtapadás okozta hibaarányt.
Az anyag megmunkálhatósága is befolyásolja a teljesítményt. A prémium minőségű anyagok lehetővé teszik a mérnökök számára, hogy bonyolultabb belső áramlási útvonalakat tervezzenek, ezáltal kiküszöbölve a hőfelhalmozódás okozta „forró pontokat”. Az egyenletes hőmérsékleti mező jelentősen csökkenti a hőterhelést, és megfelelő anyaggal párosítva több mint 50%-kal növelheti a henger teljes élettartamát.
1. kérdés: Hogyan tudhatom meg, hogy a vízhűtő görgőmet cserélni kell?
V: Keresse meg a „tűzrepedés” mély terjedését a felületen, mérje meg, hogy a görgőtest sugárirányú kifutása meghaladja-e a határértékeket, és ellenőrizze, hogy a belső hűtővíz kilépő hőmérséklete nem túl magas-e.
2. kérdés: Miért jobb a centrifugális öntés, mint a statikus öntés az oltóhengereknél?
V: A centrifugális öntés centrifugális erőt használ a porozitás és a salak eltávolítására, ami sokkal finomabb és egyenletesebb szemcseszerkezetet eredményez, ami kiváló hősokkállóságot eredményez magas hőmérsékleten.
3. kérdés: Az elégtelen hűtővíz áramlás azonnal károsítja a görgőt?
V: Igen. Még a felső kategóriás nikkel alapú ötvözetek esetében is a felületi hőmérséklet spirálisan kicsúszik az ellenőrzés alól belső hűtés nélkül, ami visszafordíthatatlan mikroszerkezeti ridegséghez vagy súlyos deformációhoz vezet.



Különböző formájú tekercsek fejlesztésével és gyártásával foglalkozik, különböző tekercsszerkezetekkel.
Telefon: +86-15371769898
E-mail: [email protected]
Hozzáadás: 9 Lifa Avenue, Chengdong Town, Haian megye, Nantong City, Jiangsu tartomány, Kína
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Minden jog fenntartva.





